Technology & Manufacturing
The Process Behind Every Cap We Ship
Every Servo-Med closure begins with medical-grade polymer from Europe and ends with a fully inspected, export-ready unit. Here is exactly how we make it.
Everything Starts with the Right Materials
We do not work with local substitutes or unverified polymer grades. Every material used in a Servo-Med closure is specified, tested and traceable — before it ever enters the moulding machine.

Shell Material
LDPE — Low Density Polyethylene
The outer shell of every cap — Euro Head or Twin Port — is injection moulded in medical-grade Low Density Polyethylene (LDPE). Our LDPE grades are sourced exclusively from leading European polymer manufacturers: Basell, Borealis and Ineos. These are the same suppliers that European pharmaceutical packaging companies rely on. The grades used are compatible with both injection moulding and blow moulding processes, depending on customer-specific bottle neck requirements.
-
Suppliers - Basell / Borealis / Ineos
-
Origin - Germany / Europe
-
Grade - Medical-grade LDPE
-
Process - Injection Moulding compatible
-
CoA - Verified on each incoming lot

Septa Material
Bromo Butyl Rubber Discs
The rubber septum — the disc that provides sterile needle access and self-sealing re-closure in each port — is made of Bromo Butyl rubber. Bromobutyl is the industry standard for IV closure septa, chosen for its low extractables profile, low gas permeability and reliable re-sealability after needle puncture. Our Bromo Butyl discs are sourced exclusively from ISO 9000 certified manufacturers and must comply with the pharmacopoeial standards set by three major pharmacopoeias.
-
Material - Bromo Butyl Rubber
-
Supplier : QMS ISO 9000 certified manufacturers only
-
Compliance - IP (Indian Pharmacopoeia)
-
Compliance - BP (British Pharmacopoeia)
-
Compliance - USP (United States Pharmacopoeia)
Manufacturing Process
Eight Steps from Raw Material to Shipment
A controlled, repeatable, ISO 9001:2015-governed process built over 30 years of production experience. Every step is documented. Every batch is traceable.
Step 1
Incoming Quality Control
Raw Material Receipt & Testing
Every incoming lot of LDPE and Bromo Butyl rubber is inspected before it enters production. Certificate of Analysis (CoA) documents are verified against specification. No material enters the moulding or assembly line without passing this gate.
-
LDPE: visual inspection, melt flow index verification, CoA cross-check
-
Bromo Butyl discs: dimensional check, pharmacopoeial compliance review, CoA from ISO 9000 certified suppl
-
Rejected lots are quarantined and returned — no exceptions

Step 2
Production
Injection Moulding of LDPE Shells
Medical-grade LDPE is processed through precision injection moulding machines to form the outer shell of the cap. Temperature, pressure and cycle time parameters are set and held within validated ranges. Tooling is maintained to tight dimensional tolerances to ensure consistent part geometry — critical for proper fit on IV bottle necks.
-
Controlled mould temperature and injection pressure settings
-
Cavity tooling maintained to pharmaceutical packaging dimensional standards
-
In-process dimensional checks at defined intervals during each production run

Step 3
Sub-Assembly
Rubber Disc Seating
Bromo Butyl rubber discs are seated into the moulded LDPE shells. For twin port
Cap and two port both the components LDPE and TPE get moulded simultaneously Assembly is carried out under controlled conditions to prevent contamination and ensure correct disc seating depth — critical for downstream needle penetration performance.
-
Clean conditions maintained throughout assembly area
-
Disc seating force and depth monitored during assembly
-
Twin Port assembly: each port assembled and checked independently

Step 4
Variant-Specific Process
Aluminium Foil Sealing (Twin Port — Sealed Variant)
For the aluminium-sealed design variant of the Twin Port Cap, an aluminium foil is heat-sealed over the assembled rubber septa. This provides an additional tamper-evidence layer and protects the septa from contamination during storage and transit. The seal is applied at controlled temperature and pressure settings to ensure bond integrity without damaging the underlying rubber.
-
Applies to the foil-sealed variant of the Twin Port Cap only
-
Heat seal parameters validated for bond integrity and septum protection
-
Sealed units inspected visually for complete foil coverage and seal integrity

Step 5
Quality Inspection
In-Process & Final Quality Checks
Quality inspection is not an end-of-line activity at Servo-Med — it runs throughout production. Every finished unit passes a multi-point inspection before packaging. Our ISO 9001:2015 system defines the check points, sampling plans and rejection criteria for every product variant.
-
100% visual inspection for moulding defects, contamination and seating completeness
-
Dimensional checks: cap OD, height, disc seating depth — per defined sampling plan
-
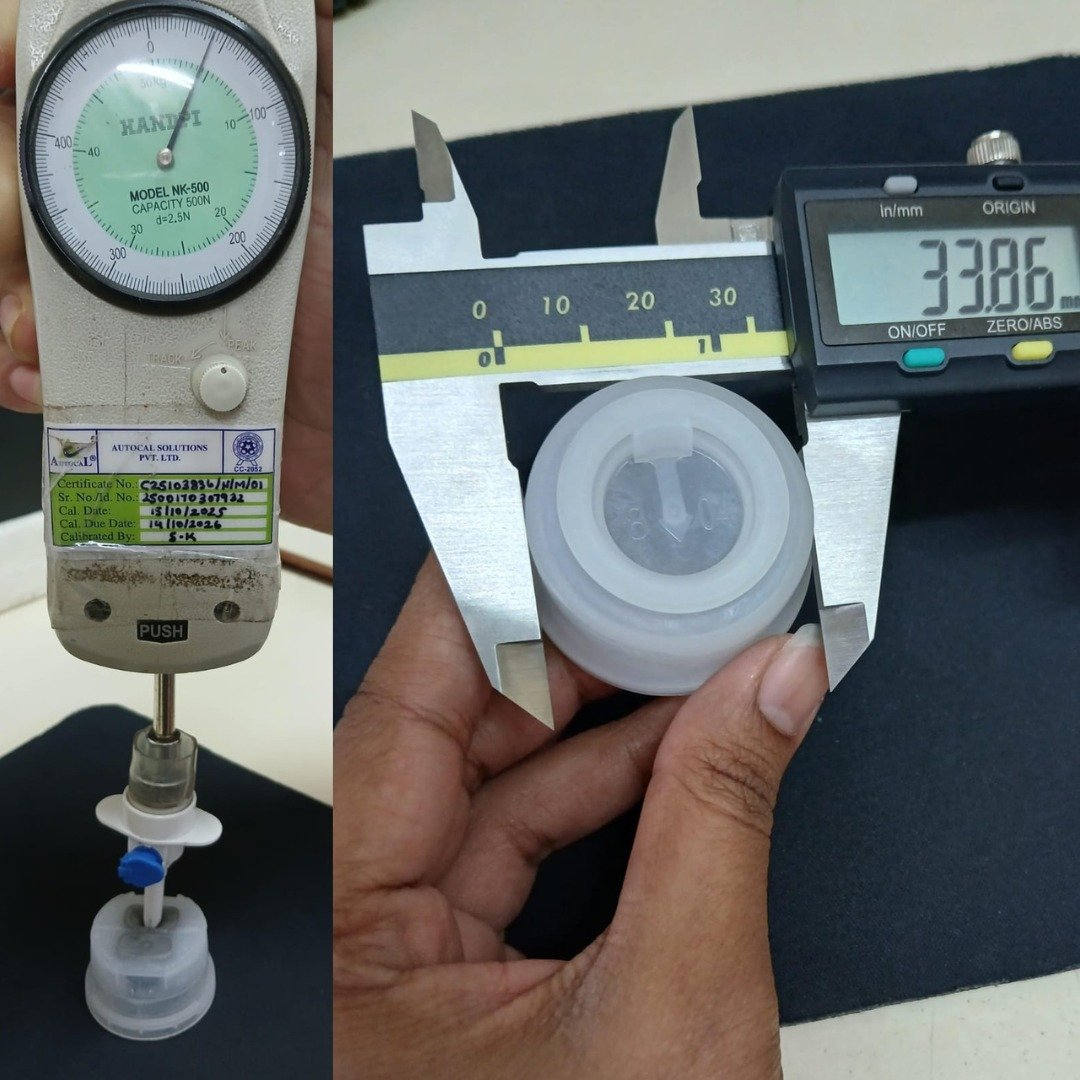
Functional seal test: needle penetration force, re-sealability after withdrawal
-
Rejection criteria defined by product specification — non-conforming units are quarantined
Step 6
Packaging
Batch Coding & Export Packaging
Passed units are packaged in clean conditions with full batch traceability. Packaging specifications are defined per customer requirements and export destination. Batch codes and production records are retained per ISO 9001:2015 documentation requirements for full traceability of every shipment.
-
Clean packaging environment maintained
-
Batch coding applied to every pack — full lot traceability
-
Packaging specifications per customer and export destination requirements

Step 7
Documentation
Export Documentation & Compliance
As a One Star Export House recognised by the Government of India, our documentation for each international shipment is prepared to the required standard. All export paperwork — including certificates of origin, quality certificates and customs documentation — is handled from our Andheri office.
-
Certificate of Origin and Quality Certificate for each shipment
-
Customs documentation per destination country requirements
-
Handled under One Star Export House status — IEC: 0395017548

Step 8
Dispatch
International Shipment
Finished goods are dispatched to pharmaceutical companies across the Middle East and Southeast Asia. Every shipment leaves with full documentation and is traceable back to the raw material lot from which it was made — a requirement of our ISO 9001:2015 system and our pharma clients.
-
Export to: Middle East and Southeast Asia
-
Full lot traceability from raw material to shipment
-
Dispatch records maintained per ISO 9001:2015

Want to Discuss Your Specification?
We work directly with pharmaceutical procurement and quality teams. Share your spec and we will tell you exactly how we meet it.